

新聞中心
News Center
25
2024
-
11
無溶劑混膠機輸膠壓力異常的排查方法
作者:
無溶劑混膠機輸膠壓力異常的排查方法
Troubleshooting Method For Abnormal Glue Pressure Of Solvent-Free Mixer
轉自《包裝前沿》
摘要:本文詳細介紹了無溶劑混膠機報警壓力值的設置及正常工作的輸膠壓力值,并介紹了遇到輸膠壓力過高時,應如何進行排查和解決。
Abstract:This paper mainly introduces the setting of the alarm pressure value of the solvent-free mixer and the normal working glue feeding pressure value, and introduces how to troubleshoot and solve the problem when the glue pressure is too high.
無溶劑混膠機輸膠壓力是無溶劑復合的一個重要指標,很多一線操作工只知道檢測A、B膠水的重量比。輸膠報警的壓力大小如何設定,可能在設備安裝以后根本就沒有關注過,設備報警功能未完全發揮作用。一旦超出壓力報警值,混膠機將報警,查找出報警原因并解決問題以后,才能繼續生產。否則會造成A、B膠水比例失調,膠水局部或大面積不干,出現批量的質量事故,給公司帶來很大的經濟損失。
一、報警壓力值的設置及正常工作的輸膠壓力值
無溶劑設備的輸膠壓力值有:輸膠報警壓力值與工作的輸膠壓力值。報警壓力值是要企業自己設置的,工作的輸膠壓力值是工作時顯示的實際壓力值(以下以通澤無溶劑設備做說明)。
1、出口壓力值的設定就是報警壓力值的設定,分A、B膠出口的最大壓力值及最小壓力值。最大壓力一般設置7-8kg,最小壓力一般設置1-2kg(見圖一)。
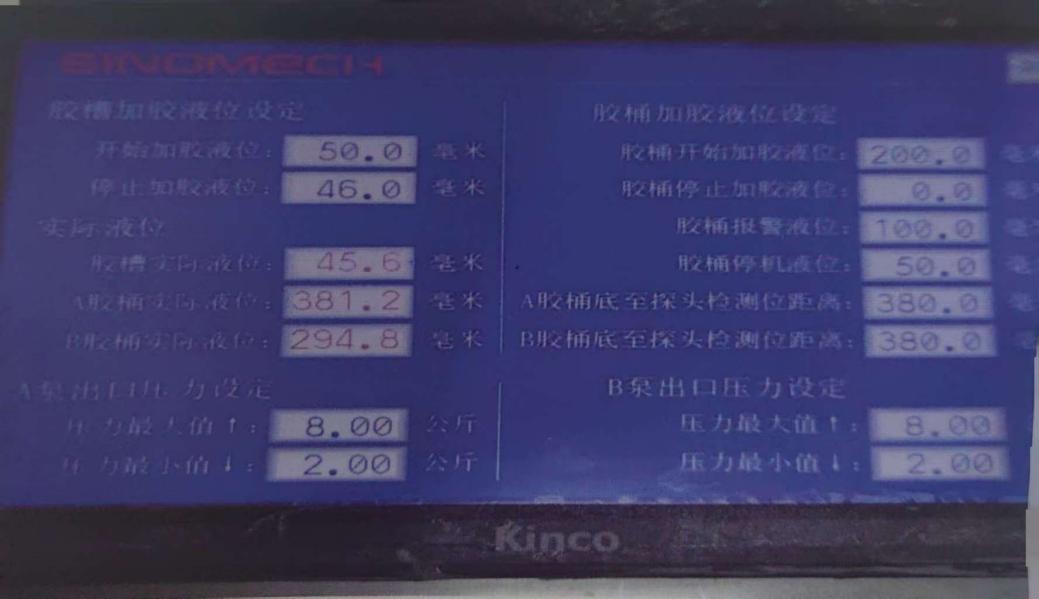
【圖一】
- 工作的輸膠壓力值,在噴膠時顯示,A膠的輸膠壓力應該保持在5±1Kg,B膠的輸膠壓力應該保持在4±1Kg(見圖二)。A膠輸膠壓力應該略大于B膠輸膠壓力,壓力差應該在1.5kg左右,壓力差最大值應該控制在3kg以內。
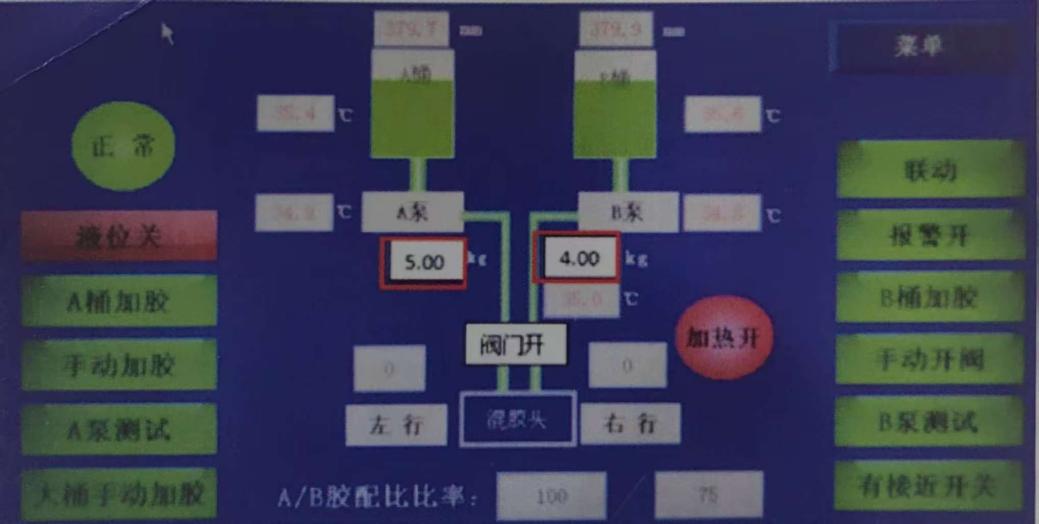
【圖二】
3、輸膠壓力超出輸膠最大壓力值,系統就會報警,報警就是異常。出現報警也不找原因,就盲目生產,會造成即使A、B膠稱重檢測的比例可能正確,但是在實際混膠過程中,也會出現AB膠比例失調,導致局部膠水不干或大面積膠水不干的質量事故。
二、輸膠壓力過高的排查方法:分段檢測壓力值進行排查
1、從計量泵處撤掉膠管,查看壓力,壓力值在0.5kg以內屬于正常,如果超過1kg,可能是膠桶缺少膠水注入了空氣,或者是膠桶負壓造成的,或者可能是
膠缸底部的過濾網、計量泵的出膠口處,因膠水的凝固反應產生部分的堵塞。
解決辦法:添加膠水,排除空氣,清洗過濾網及計量泵管道。
2、安裝好膠管,再次檢查輸送壓力,壓力在1~2kg以內屬于正常,超過3kg,膠管可能有膠渣堵塞。
解決辦法:必須徹底清洗管道,實在不行,更換膠管。
3、安裝好閥門組件,檢查壓力值,壓力3~6kg內屬于正常,如果超過7kg,閥門組件有問題:管道閥門可能漏膠,導致氣動開啟或關閉不到位,造成壓力偏
大。無溶劑閥門組件是無溶劑復合供膠系統非常重要的部件,必須保持部件活動自如。
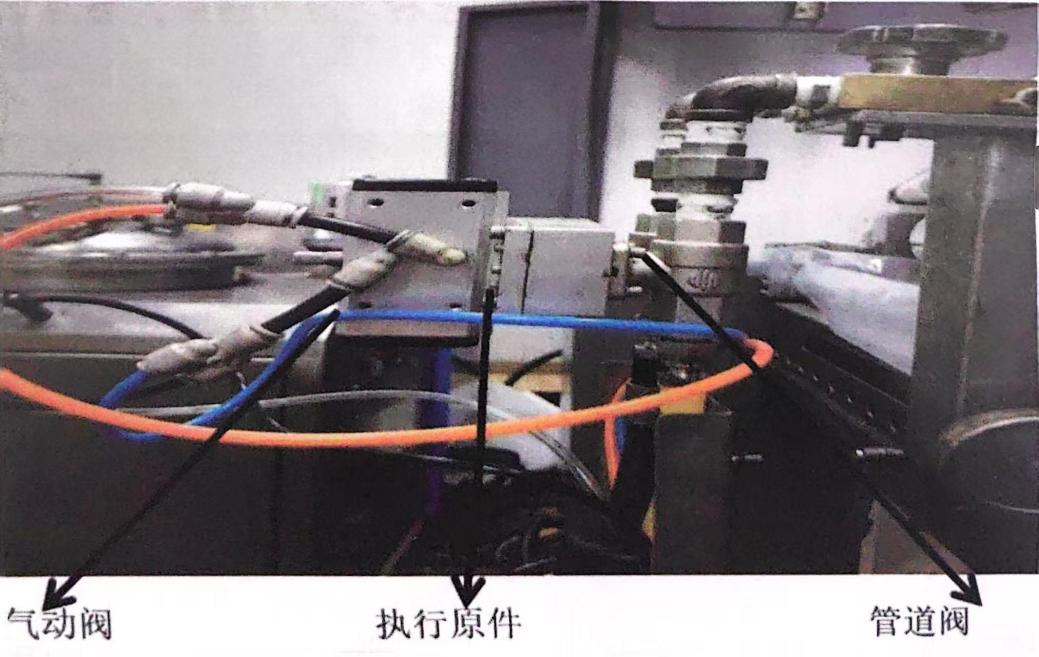
【圖三】
解決辦法:分解閥門組件,如果管道閥門四方快連接到氣動執行原件處有陳膠,說明管道閥門有漏膠現象,必須更換管道閥門。撒下執行原件查看執行元件里面的齒輪是否運轉靈活,是否有膠水侵入,如果有膠水粘住齒輪,需清理干凈并涂上黃油,齒輪不能運轉自如的需更換執行元件。執行原件有陳膠,可能造成閥門開啟或關閉不到位,造成壓力偏大。
4、安裝噴頭后檢測壓力值,壓力在4~6kg左右屬于正常,超過8kg,噴頭可能有堵塞。
解決辦法:清潔噴頭,嚴重的可以通過乙酯浸泡或燒(注意安全)的辦法來徹底清除已經反應的陳膠或已經變質的陳膠。
5、安裝靜態混膠管再檢測壓力值,壓力值在8kg以內基本正常。安裝靜態混膠管時,一要檢查內芯是否有松動,靜態漏膠管安裝在套管內,安裝后要檢查靜態混膠是否與套管配合良好,安裝牢固。
三、避免輸膠壓力過高,做好日常混膠機的保養(參考通澤無溶劑復合設備保養手冊)
1、短期停用清洗
1) 適用情形:混膠機停用比較短的一段時間,通常為4~10天。
2) 清洗維護方法:
①桶內膠水要保持液位在200mm以上,不用更換或清洗膠桶。
②如停機期間有人員值守,則每三天啟動一次混膠機,使混膠銅頭內的膠水更換一次即可(一次大約200g膠水),并更換浸泡銅頭的醋酸乙酯。
③如停機期間無人員值守,則可用黃油塞住銅頭出膠口,不用浸泡在醋酸乙酯內。但再次使用時,一定要保證先將黃油清除干凈(否則將可能會導致涂膠不均等現象)。
2、長期停用清洗
1)適用情形:混膠機停用比較長的一段時間,通常為10天或10天以上。
2) 清洗方法:此時應分兩個階段來示洗。
第一個階段操作:
①取下儲膠桶蓋上的液位傳感器,小心放置或包裹好。此時應嚴禁傳感器與醋酸乙酯或膠水接觸。
②將儲膠桶內剩余的膠水取出。此時不得直接倒入醋酸乙酯!
③用蘸有醋酸乙酯的干凈抹布擦拭儲膠桶,直至儲膠桶內無任何膠水殘留。注意此時抹布不能蘸過多的醋酸乙酯,以避免乙酯在擦洗過程中流入齒輪泵或輸膠管內。
④在確認儲膠桶內干凈后,直接倒入干凈的醋釀乙酯,啟動混膠機。觀察醋酸乙酯從銅頭口排出后,再繼續運行30s左右后停止運行。儲膠桶做好密封;銅頭直接放入干凈的醋酸乙酯內并做好遮蓋,防止醋酸乙酯揮發。
第二個階段操作:
⑤第三天或第四天后,再次啟動混膠機。此時輸膠管口可能有豆腐腦狀的物體排出,只要充分排出這些物體,管道內即可達到基本干凈。
⑥在排完這些物體后,停止混膠機。停止10分鐘后,再啟動繼續排完混膠機內的醋酸乙酯。管道內醋酸乙酯一定要清除干凈,不要讓其殘留在管內。必要時可拆卸輸膠管,用壓力氣體反復將其內部吹干凈。因此,長期停機清洗需要在4天時間內進行兩次操作,請預留好作業時間!
3、復工開機前混膠機的檢查
①假期間,混膠機未做清洗處理的,先觀察儲膠桶內膠水情況,如發現膠水變渾濁,請及時清洗。
②混膠頭檢查,看是否有堵塞。
③檢查球閥密封,看是否能正常開合。
④膠水溫度恒定后,運行混膠機,查看輸膠管道壓力值,如有異常,需檢查是否有堵塞。
⑤混膠配比檢測。
結束語:無溶劑混膠機的輸膠壓力是我們日常工作中要時刻關注的一個重要數據,需制定無溶劑開機檢查項目及過程檢查的相關制度,確保無溶劑復合設備整個生產過程是正常的,才能保證產品質量的穩定,避免出現批量的質量事故。
Previous page
Next page
Previous page
Next page


